Perspex buizen
Moderator: Moderators
Perspex buizen
Voor een projectje heb ik een aantal transparante buizen nodig van 360mm lang met buiten diameters van 29, 36 en 43.5 mm. Binnen diameter is niet erg belangrijk. Standaard kan ik buizen kopen van 30, 38 en 44 of 45 mm. Geen idee of het haalbaar is om die dingen af te draaien en dan weer transparant te krijgen. Iemand ervaring / tips?
Laatst gewijzigd door Wytze op 13 mei 2025 12:50, 1 keer totaal gewijzigd.
-
Henry-schippers
- Berichten: 60
- Lid geworden op: 09 dec 2024 13:27
- Locatie: Geldermalsen
Re: Persplex buizen
Mischien is 3D printen een optie?
Daar is ook transparant / doorzichtig filament voor te krijgen
Daar is ook transparant / doorzichtig filament voor te krijgen
Re: Persplex buizen
Warm maken, opblazen in een mal (?)
https://european-alternatives.eu/ https://appdwang.nl/
handig aanhalen (citeren, quoten) : https://cnczone.nl/viewtopic.php?f=37&t=12599
handig aanhalen (citeren, quoten) : https://cnczone.nl/viewtopic.php?f=37&t=12599
Re: Persplex buizen
Je staat perplex of je besteld perspex.
Pespex transparant maken is polijsten of vlampolijsten, zelf nooit gedaan nul ervaring.
https://www.youtube.com/shorts/O41c5LRqRSQ
Pespex transparant maken is polijsten of vlampolijsten, zelf nooit gedaan nul ervaring.
https://www.youtube.com/shorts/O41c5LRqRSQ
-
Arie Kabaalstra

- Berichten: 14959
- Lid geworden op: 07 feb 2007 18:37
- Locatie: Bakhuuz'n
- Contacteer:
Re: Perspex buizen
als je het in een Draaibank kan opspannen.. kun je het ook weer polijsten.. belangrijk is": hoe scherper je gereedschap, hoe minder je hoeft te polijsten..
Zou ik een dergelijke klus moeten klaren, dan zou ik kiezen voor HSS gereedschap, en dan de boel polijsten, want elk groefje, elk oneffenheidje op je gereedschap zie je terug in je werk.. dus als het er niet in zit. hoef je het er ook niet af te schuren..
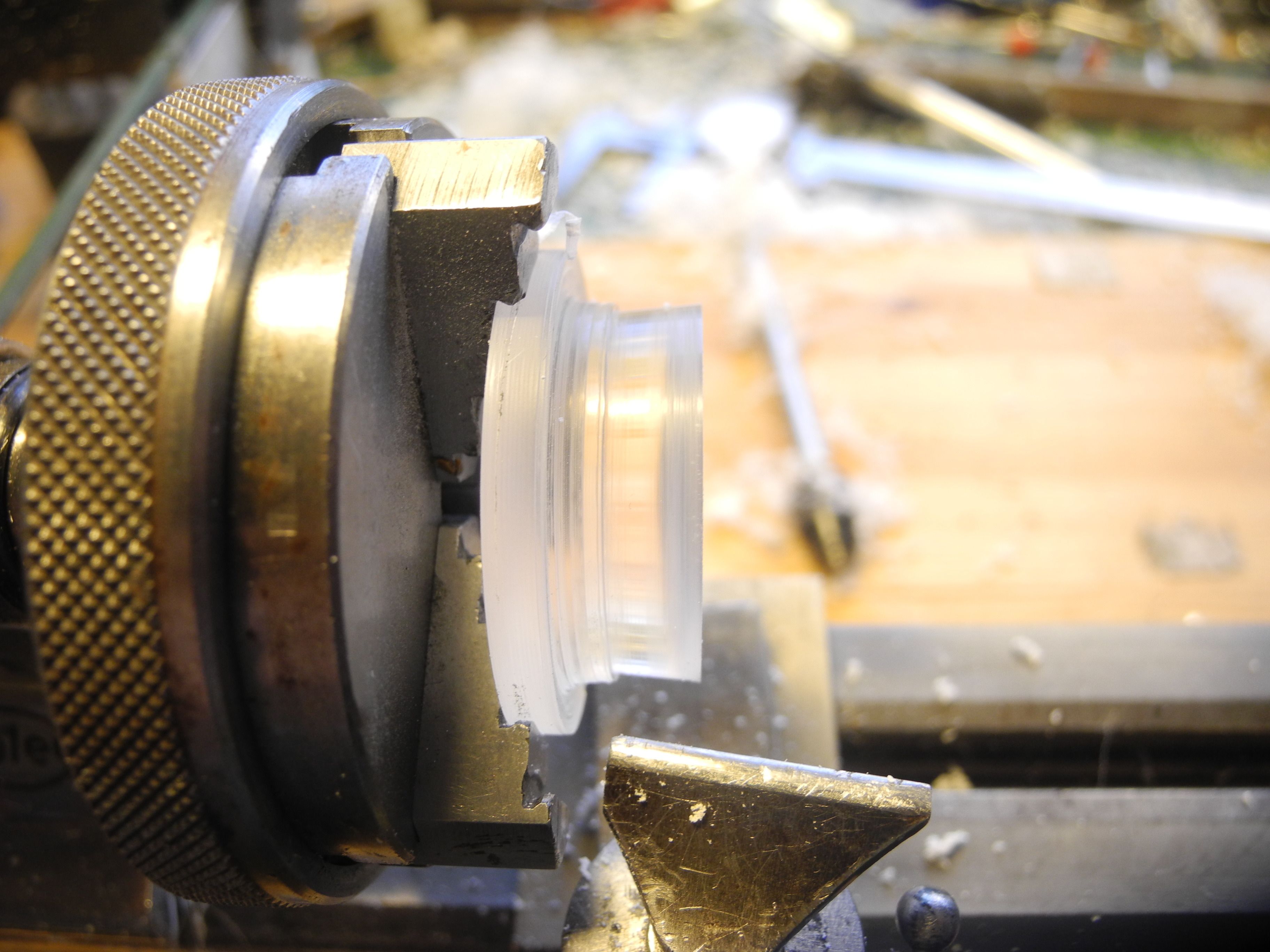
Hier heb ik net een Horlogeglaasje gedraaid, met een behoorlijk glad Hardmetaal beiteltje (zelf geslepen), en je ziet dat je al zo'n beetje door het onderdeel heen kan kijken..
Ohja.. mocht je met Wisselplaatjes willen werken.. neem die voor Alumnium, die hebben een vlijmscherpe snijkant, en zijn doorgaans ook nogal glad.. werken ook prima, en zijn derhalve een prima alternatief als je geen kei bent in het slijpen van beitels..
Polijsten?.. je begint met Korrel 400, en Water.. dan 800, 1600, 2500, 3000 en dan met polijstmiddel erop.. (ik heb gewoon Silvo gebruikt voor dit glaasje.. )

en dit kwam er uiteindelijk uit mijn Draaibank rollen..
Zou ik een dergelijke klus moeten klaren, dan zou ik kiezen voor HSS gereedschap, en dan de boel polijsten, want elk groefje, elk oneffenheidje op je gereedschap zie je terug in je werk.. dus als het er niet in zit. hoef je het er ook niet af te schuren..
Hier heb ik net een Horlogeglaasje gedraaid, met een behoorlijk glad Hardmetaal beiteltje (zelf geslepen), en je ziet dat je al zo'n beetje door het onderdeel heen kan kijken..
Ohja.. mocht je met Wisselplaatjes willen werken.. neem die voor Alumnium, die hebben een vlijmscherpe snijkant, en zijn doorgaans ook nogal glad.. werken ook prima, en zijn derhalve een prima alternatief als je geen kei bent in het slijpen van beitels..
Polijsten?.. je begint met Korrel 400, en Water.. dan 800, 1600, 2500, 3000 en dan met polijstmiddel erop.. (ik heb gewoon Silvo gebruikt voor dit glaasje.. )
en dit kwam er uiteindelijk uit mijn Draaibank rollen..

Re: Perspex buizen
Het transparant krijgen is het minste probleem. Als het lukt om de buitendiameter goed glad te krijgen, dan zijn er meerdere mogelijkheden het gepolijst te krijgen.
Ik denk dat het probleem gaat worden dat de wanddikte van die buizen niet al te groot zal zijn. Als je de buizen tussen de centers spant dan zal het begin en het eind mooi glad zijn maar het midden zal niet juist van diameter zijn en je zult denk ik een wat ribbelige oppervlakte hebben in het midden. Dit puur door vibratie en het flexen van het materiaal
Het is een kwestie van uitproberen denk ik. Buizen van die diameters zullen waarschijnlijk extrusie kwaliteit zijn, hou er rekening mee dat je de buizen na bewerken even in de oven moet ontlaten anders springen na het polijsten er haarscheuren in als je ze schoon wilt maken met bijvoorbeeld alcohol.
Ik denk dat het probleem gaat worden dat de wanddikte van die buizen niet al te groot zal zijn. Als je de buizen tussen de centers spant dan zal het begin en het eind mooi glad zijn maar het midden zal niet juist van diameter zijn en je zult denk ik een wat ribbelige oppervlakte hebben in het midden. Dit puur door vibratie en het flexen van het materiaal
Het is een kwestie van uitproberen denk ik. Buizen van die diameters zullen waarschijnlijk extrusie kwaliteit zijn, hou er rekening mee dat je de buizen na bewerken even in de oven moet ontlaten anders springen na het polijsten er haarscheuren in als je ze schoon wilt maken met bijvoorbeeld alcohol.
Zoals het freesje thuis freest, freest het nergens...
Re: Perspex buizen
Je slaat de spijker op zijn kop. De wanddikte van die buizen is 3mm. Haal daar nog een mm van af en een buisje van 360 lang is niet meer zo stabiel.
Moet er eerst 8 hebben, maar als het werkt kunnen dat er zomaar honderd worden. Zoek dus een werkbare methode.
Moet er eerst 8 hebben, maar als het werkt kunnen dat er zomaar honderd worden. Zoek dus een werkbare methode.
Re: Perspex buizen
Ik zou eerst eens een lengte buis bestellen van de kleinste buiten diameter. Ik dacht dat tot rond 30 de wanddikte max 3mm was, maar vanaf een maat kun je ook 4mm krijgen, deze kosten niet heel veel. ( ten minste dat waren de buizen van evonik op mijn vorige werk) Probeer ze op lengte te zagen en tussen 2 centers op te spannen. Als er een manier is om de binnenzijde op te vullen dan helpt dat.Scherpe plaatjes voor o.a. alu gebruiken (die glimmende) met het liefst een zo groot mogelijke neusradius, iets van 0.8. Dan denk ik dat je het beste resultaat krijgt. Het eerste buisje wat je draait zal al veel wijsheid geven.
Nadeel bij XT buis is dat ze nooit rond zijn maar een beetje ovaal..
Dit komt door het inzakken na het extrusie proces als ze horizontaal af liggen te koelen
Nadeel bij XT buis is dat ze nooit rond zijn maar een beetje ovaal..
Dit komt door het inzakken na het extrusie proces als ze horizontaal af liggen te koelen
Zoals het freesje thuis freest, freest het nergens...
Re: Perspex buizen
hou er rekening mee dat je de buizen na bewerken even in de oven moet ontlaten
Bij welke temperatuur en hoe lang?
Re: Perspex buizen
Langzaam laten opwarmen tot 80 graden ,een uur of 3 a 4 op 80 en dan in de oven laten afkoelen.
Zet de buizen vertikaal in de oven (niet horizontaal om te voorkomen dat ze nog ovaler worden. Zet ze op een plaat hout en niet op een metalen plaat. Dit omdat de luchtwarmte lager kan zijn als de contactwarmte van de plaat. Anders heb je kans dat je buizen ook weer vervormen.
Zet de buizen vertikaal in de oven (niet horizontaal om te voorkomen dat ze nog ovaler worden. Zet ze op een plaat hout en niet op een metalen plaat. Dit omdat de luchtwarmte lager kan zijn als de contactwarmte van de plaat. Anders heb je kans dat je buizen ook weer vervormen.
Zoals het freesje thuis freest, freest het nergens...
-
Ballegooijen

- Donateur
- Berichten: 5217
- Lid geworden op: 20 sep 2016 15:45
- Locatie: 's-Gravendeel
- Contacteer:
Re: Perspex buizen
En persplex NOOIT schoonmaken met alcohol!
Iedere wijze uil is ooit een uilskuiken geweest!
https://www.Baldas.nl
https://www.Baldas.nl
Re: Perspex buizen
Onzin, het kan zeker als je vluchtig oppervlakken vetvrij moet maken om bijvoorbeeld te lijmen. Je moet er alleen rekening mee houden dat als je warmte in het materiaal hebt gebracht dat je kans hebt op haarscheuren. Vandaar ontlaten en dan heb je geen problemen meer.En persplex NOOIT schoonmaken met alcohol!
Je moet perspex idd niet een lange tijd ondergedompeld laten staan in isopropanol. Even het oppervlak schoonmaken kan prima als je de voorwaarden in de gaten houdt. In extrusie materiaal zit standaard al meer spanning dan gegoten, dat is wel iets om rekening mee te houden , een gezaagde kant van een extrusie buis zou je dan ook niet moeten behandelen met alcohol omdat extrusie sneller smelt. De kans is dan groot op haarscheuren. Heb 25 jaar bij een bedrijf gewerkt die hoofdzakelijk perspex verwerkt, dus weet wel een beetje hoe dat spul reageert.
Tegenwoordig bewerk ik het een stuk minder maar nog wel met enige regelmaat.
Nb,
Het is Perspex en niet persplex
Zoals het freesje thuis freest, freest het nergens...
Re: Perspex buizen
Had het na de reactie van Kjelt aangepast. Blijft altijd lastig dat persplexiglas spul. Gelukkig maakte Johan dezelfde foutHet is Perspex en niet persplex
Re: Perspex buizen
Kun je de buizen niet tijdelijk 'vullen' met een houten staaf oid tijdens het draaien?