
Alles is aan te passen. ja.. alles goed en wel.. maar.. een besturing moet gewoon goed, en OVERZICHTELIJK zijn ten eerste.. aan USBCNC Is NIETS aan te passen, en voor mij is dat ook niet nodig..
zoals ik eerder schreef.. aan een Heidenhain kun je ook NIETS aanpassen.. en dat is daar ook niet nodig... ik heb 8 jaar met een "Heidi" gewerkt, en ik heb nooit de behoefte gehad om er ook maar iets aan te veranderen.. 't enige wat ik jammer vond is dat er niet ergens iets inzat om zelf dialoogjes te maken voor eigengeschreven cycli..
Ik vind de 11 User-menu knoppen in USBCNC al heel mooi, en ook het Commando DLGMSG, waarmee je in een programma een dialoogje kan schrijven is een gouden vondst.. zeker omdat de syntaxis van dit commando zo lekker simpel is..
Het grote USBCNC vs Mach topic.
Moderator: Moderators
-
Arie Kabaalstra

- Donateur
- Berichten: 13540
- Lid geworden op: 07 feb 2007 18:37
- Locatie: Bakhuuz'n
- Contacteer:

Re: Het grote USBCNC vs Mach topic.
Zelf ben ik een tijdje geleden begonnen met mijn MAHO SK250.
De mechanische, Elektrische kant, kant is geen probleem,de besturing van machines ook niet en G-code is dagelijkse kost. Nu gaat de volgende vraag komen hoe ga ik die elektische kant aansturen?????? Ga ik veel geld uitgeven aan dingen waar ik voor mijzelf vind nog geen verstand van te hebben. Of geef ik een paar tientjes uit voor een BOB en neem een demo lichensie van mach,doe ervaring op.
Daarna neem ik dan voor mijzelf een goed besluit, doe ik er nog €150,- bij en ik ben onbeperkt met mach.
Of ga ik de portomonee pijnigen voor USBCNC kan je bijna alle elektrische onderdelen herbruiken en moet je €400,- betalen en doet ie het ook (mischien iets luxer).
Ik vind het prettig als we de besturing software discussie alleen nog in dit draadje houden.
( Soms begint het buiten dit draadje op Zelf bevlekking te lijken. ).
Soms begint het buiten dit draadje op Zelf bevlekking te lijken. ).
De mechanische, Elektrische kant, kant is geen probleem,de besturing van machines ook niet en G-code is dagelijkse kost. Nu gaat de volgende vraag komen hoe ga ik die elektische kant aansturen?????? Ga ik veel geld uitgeven aan dingen waar ik voor mijzelf vind nog geen verstand van te hebben. Of geef ik een paar tientjes uit voor een BOB en neem een demo lichensie van mach,doe ervaring op.
Daarna neem ik dan voor mijzelf een goed besluit, doe ik er nog €150,- bij en ik ben onbeperkt met mach.
Of ga ik de portomonee pijnigen voor USBCNC kan je bijna alle elektrische onderdelen herbruiken en moet je €400,- betalen en doet ie het ook (mischien iets luxer).
Ik vind het prettig als we de besturing software discussie alleen nog in dit draadje houden.
(
Re: Het grote USBCNC vs Mach topic.
Je zult zelf die keuze moeten maken. Er zijn hier al een aantal voor en nadelen besproken. Bovendien kunnen wij niet in jouw portemonnee kijken. Een voordelige en goede optie is mach3. Een iets duurdere maar ook een goede optie is usbcnc... Het mooiste is om de twee systemen in werking te zien.
Zowel usbcnc als mach3 is heel goed werkend te krijgen zonder veel kennis. Mach3 heeft zelfs hele mooie en makkelijke videotutorials. Persoonlijk vond ik het makkelijker om mach3 goed aan de praat te krijgen. Toch ben ik nu ook heel tevreden met usbcnc...
Je vraagt ons volgens mij een knoop door te hakken. Dat moet je echt zelf doen.
Zowel usbcnc als mach3 is heel goed werkend te krijgen zonder veel kennis. Mach3 heeft zelfs hele mooie en makkelijke videotutorials. Persoonlijk vond ik het makkelijker om mach3 goed aan de praat te krijgen. Toch ben ik nu ook heel tevreden met usbcnc...
Je vraagt ons volgens mij een knoop door te hakken. Dat moet je echt zelf doen.
Laatst gewijzigd door Rene op 22 sep 2010 10:40, 1 keer totaal gewijzigd.
-
Arie Kabaalstra
- Donateur
- Berichten: 13540
- Lid geworden op: 07 feb 2007 18:37
- Locatie: Bakhuuz'n
- Contacteer:
Re: Het grote USBCNC vs Mach topic.
Tja.. Ik kan niet in je portemonee kijken.. en in de meeste gevallen wil ik dat ook niet.. ( de meesten hebben een portemonee van Uienleer, de tranen schieten je in de ogen.. )
Los van al het gekrakeel over de wel of niet aanpasbare GUI, feit is en blijft dat de communicatie van USBCNC sneller is, en dat 't van deze tijd is.. LPT is gewoon een verouderd systeem, moderne PC's hebben niet eens meer een LPT, en met die losse insteekkaartjes is het ook niet allemaal rozeschijn en manegeur.. (nog los van de vraag of er nog wel drivers zijn voor de moderne 64 Bits Windows versies die nu verkocht worden, of dat er nog drivers zijn voor de oudere Windows versies, die op de meeste oudere PC's staan die voor de machines gebruikt worden?..
In elk geval biedt USBCNC vanaf het eerste begin een veel overzichtelijker GUI, en da's voor mij persoonlijk het grootste pluspunt.. ja, je kunt voor Mach andere screensets vinden of maken.. maar da's ook zoeken naar een speld in een hooiberg, of een monnikenwerk om het zelf te maken..
je werkt zelf dagelijks met professionele CNC machines?.. dan zou ik zeggen.. vergeet Mach..
dat Mach ook wel op machines in bedrijven wordt gebruikt is omdat ze daar ook voor een dubbeltje op de eerste rij willen zitten.. 't machien moet CNC worden, maar't mag natuurlijk niets kosten..
wat me opvalt als je de sites van USBCNC en MACH vergelijkt, valt me op dat er op de Mach-site geen "referenties" staan, bij USBCNC wel, er zijn inmiddels dus machinefabrikanten die USBCNC als besturing op hun producten leveren "Af fabriek".. dat zet een mens toch wel aan het denken?.. denk je niet?..
Los van al het gekrakeel over de wel of niet aanpasbare GUI, feit is en blijft dat de communicatie van USBCNC sneller is, en dat 't van deze tijd is.. LPT is gewoon een verouderd systeem, moderne PC's hebben niet eens meer een LPT, en met die losse insteekkaartjes is het ook niet allemaal rozeschijn en manegeur.. (nog los van de vraag of er nog wel drivers zijn voor de moderne 64 Bits Windows versies die nu verkocht worden, of dat er nog drivers zijn voor de oudere Windows versies, die op de meeste oudere PC's staan die voor de machines gebruikt worden?..
In elk geval biedt USBCNC vanaf het eerste begin een veel overzichtelijker GUI, en da's voor mij persoonlijk het grootste pluspunt.. ja, je kunt voor Mach andere screensets vinden of maken.. maar da's ook zoeken naar een speld in een hooiberg, of een monnikenwerk om het zelf te maken..
je werkt zelf dagelijks met professionele CNC machines?.. dan zou ik zeggen.. vergeet Mach..
dat Mach ook wel op machines in bedrijven wordt gebruikt is omdat ze daar ook voor een dubbeltje op de eerste rij willen zitten.. 't machien moet CNC worden, maar't mag natuurlijk niets kosten..
wat me opvalt als je de sites van USBCNC en MACH vergelijkt, valt me op dat er op de Mach-site geen "referenties" staan, bij USBCNC wel, er zijn inmiddels dus machinefabrikanten die USBCNC als besturing op hun producten leveren "Af fabriek".. dat zet een mens toch wel aan het denken?.. denk je niet?..
Re: Het grote USBCNC vs Mach topic.
Bekijk je echter youtube, dan zie je een heleboel mooie en complexe machines aan mach3 hangen...wat me opvalt als je de sites van USBCNC en MACH vergelijkt, valt me op dat er op de Mach-site geen "referenties" staan, bij USBCNC wel, er zijn inmiddels dus machinefabrikanten die USBCNC als besturing op hun producten leveren "Af fabriek".. dat zet een mens toch wel aan het denken?.. denk je niet?..
Re: Het grote USBCNC vs Mach topic.
Arie schreef: "dat Mach ook wel op machines in bedrijven wordt gebruikt is omdat ze daar ook voor een dubbeltje op de eerste rij willen zitten.. 't machien moet CNC worden, maar't mag natuurlijk niets kosten.."
Arie, je bent wel erg goed op de hoogte van de keuze criteria van de bedrijven de Mach gebruiken.
Ik begin me af te vragen in hoeverre jou pro USBCNC en anti Mach betoog beinvloed word door (aanstaande) commerciele belangen.
Arie, je bent wel erg goed op de hoogte van de keuze criteria van de bedrijven de Mach gebruiken.
Ik begin me af te vragen in hoeverre jou pro USBCNC en anti Mach betoog beinvloed word door (aanstaande) commerciele belangen.
Laatst gewijzigd door Linki op 22 sep 2010 11:00, 1 keer totaal gewijzigd.
-
Arie Kabaalstra
- Donateur
- Berichten: 13540
- Lid geworden op: 07 feb 2007 18:37
- Locatie: Bakhuuz'n
- Contacteer:
Re: Het grote USBCNC vs Mach topic.
ja.. maar die machines zijn meestal NIET door de fabrikant uitgevoerd met Mach.. allemaal "Retrofits" dus..
Bert Eding heeft inmiddels een aantal Machinefabrikanten in zijn klantenbestand staan, die hun machines dus AF FABRIEK leveren met USBCNC.
Ik heb commercieel gezien NIETS met USBCNC te maken.. was't maar waar..
Bert Eding heeft inmiddels een aantal Machinefabrikanten in zijn klantenbestand staan, die hun machines dus AF FABRIEK leveren met USBCNC.
Ik heb commercieel gezien NIETS met USBCNC te maken.. was't maar waar..
Re: Het grote USBCNC vs Mach topic.
Zal ik een linkje van dit Forum sturen aan Bert EdingIk heb commercieel gezien NIETS met USBCNC te maken.. was't maar waar..
Hij neemt je gelijk aan
Je bent met hart en ziel heilig van overtuigd van dat USBCNC het allerbeste is
Spreiding van Kennis Macht en Kapitaal
Re: Het grote USBCNC vs Mach topic.
Zien op Youtube is niet per definitie dat het goed werktRene schreef:Bekijk je echter youtube, dan zie je een heleboel mooie en complexe machines aan mach3 hangen...
Ik zie geen toleranties op Youtube terug die mij vertellen hoe goed iets is.
Of de problemen die iemand gehad heeft om het werkend te krijgen.
En gelukkig is iedereen zijn of haar maatstaf anders qua eisen.
Die van mij zijn hoog
Laatst gewijzigd door Niels op 22 sep 2010 13:30, 1 keer totaal gewijzigd.
-
Arie Kabaalstra
- Donateur
- Berichten: 13540
- Lid geworden op: 07 feb 2007 18:37
- Locatie: Bakhuuz'n
- Contacteer:
Re: Het grote USBCNC vs Mach topic.
Bert weet allang dat ik een "Groot voorvechter" ben van USBCNC...
Ik heb em destijds geholpen met het ontwerpen van de nieuwe GUI, want de oude.. nee.. dat was "Bagger",ik heb em dat niet in die bewoordingen gezegd, ik heb het wat subtieler gebracht.. :)
Bert wist toen ook al wel dat er wat aan de GUI schortte, gebruiksvriendelijk was het niet.. er stond te veel op één scherm.
Ik heb em toen voorgesteld om de boel met Softkeys in te delen, zodat de functies meer gegroepeerd werden, en je alleen op je scherm hebt staan, wat je in die modus nodig hebt/mag gebruiken.
Eerlijk is eerlijk.. ik ben het niet met alle dingetjes eens.. maar ik kan er goed mee leven.. ( mijn auto heeft ook geen airco, maar mijn ramen kunnen open.. )
en.. zoals Niels ook stelt.. dat je het op Youtube ziet bewegen, zegt nog helemaal niets.. als een machine eenmaal draait, dan ziet het er mooi uit.. alles beweegt, en er komt iets uit wat er ongeveer uitziet zoals 't op tekening stond..
Gehaalde toleranties?.. Ik weet dat ik met mijn machine binnen 0.02 mm kan werken met de spreekwoordelijke 2 vingers in de neus...
een machine is net zo goed als zijn besturing..
In het verleden heb ik met allerhande besturingen gewerkt, de Iso besturingen op de Draadvonkmachines waren maar heel beperkt, maar daar programmeerde je alleen maar simpele platte contouren mee..
de Freesbank was een ander verhaal.. met de "Heidi" op de Bridgeport programmeerde ik dergelijke stukken

gewoon aan de machine.. vooral het blok in de achtergrond was een leuke.. 1.2397 staal, met toleranties van ±0.01 op alle assen, vlakken en afmetingen.. dat betekende dat het blok 200 x 100 x 200 moest zijn ±0.01, dat gold ook voor de haaksheid, en positienauwkeurigheid van alle bewerkingen
met de Heidi was het voorfrezen van het blok in een ochtendje gepiept, inclusief het programmeren.. dezelfde programma's zijn gebruikt, met een paar kleine aanpassingen voor het nafrezen (nadat het blok gehard was op 58 HRc ), bewerkingstijd?.. ook een half dagje..
diezelfde flexibiliteit vind ik in USBCNC, in plaats van het aanpassen van een Flipperkast GUI heb ik de macro.cnc volgestampt met Cycli die ik ook op de Heidenhain had.. zodoende kon ik dit deel
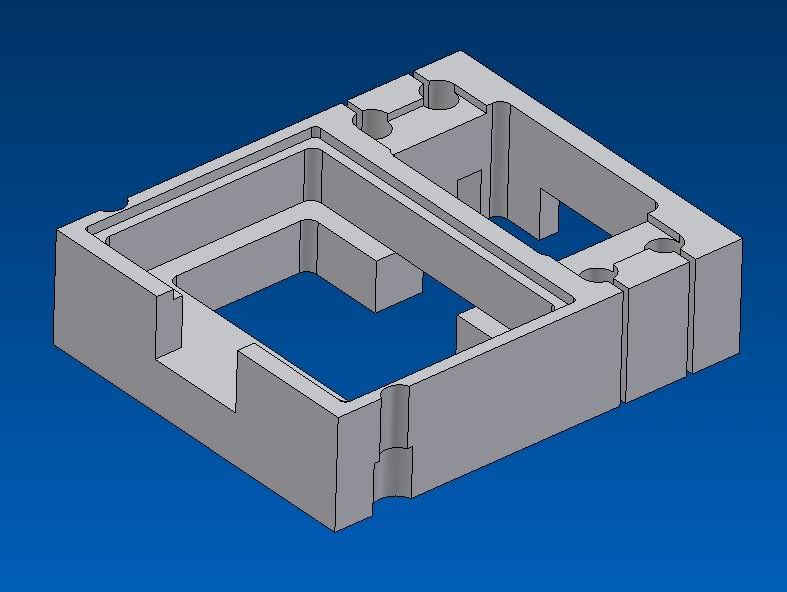
ook gewoon aan de machine programmeren, in mijn eigen schuurtje..kostte me een anderhalf uur om het hele ding te maken..
Ik heb em destijds geholpen met het ontwerpen van de nieuwe GUI, want de oude.. nee.. dat was "Bagger",ik heb em dat niet in die bewoordingen gezegd, ik heb het wat subtieler gebracht.. :)
Bert wist toen ook al wel dat er wat aan de GUI schortte, gebruiksvriendelijk was het niet.. er stond te veel op één scherm.
Ik heb em toen voorgesteld om de boel met Softkeys in te delen, zodat de functies meer gegroepeerd werden, en je alleen op je scherm hebt staan, wat je in die modus nodig hebt/mag gebruiken.
Eerlijk is eerlijk.. ik ben het niet met alle dingetjes eens.. maar ik kan er goed mee leven.. ( mijn auto heeft ook geen airco, maar mijn ramen kunnen open.. )
en.. zoals Niels ook stelt.. dat je het op Youtube ziet bewegen, zegt nog helemaal niets.. als een machine eenmaal draait, dan ziet het er mooi uit.. alles beweegt, en er komt iets uit wat er ongeveer uitziet zoals 't op tekening stond..
Gehaalde toleranties?.. Ik weet dat ik met mijn machine binnen 0.02 mm kan werken met de spreekwoordelijke 2 vingers in de neus...
een machine is net zo goed als zijn besturing..
In het verleden heb ik met allerhande besturingen gewerkt, de Iso besturingen op de Draadvonkmachines waren maar heel beperkt, maar daar programmeerde je alleen maar simpele platte contouren mee..
de Freesbank was een ander verhaal.. met de "Heidi" op de Bridgeport programmeerde ik dergelijke stukken
gewoon aan de machine.. vooral het blok in de achtergrond was een leuke.. 1.2397 staal, met toleranties van ±0.01 op alle assen, vlakken en afmetingen.. dat betekende dat het blok 200 x 100 x 200 moest zijn ±0.01, dat gold ook voor de haaksheid, en positienauwkeurigheid van alle bewerkingen
met de Heidi was het voorfrezen van het blok in een ochtendje gepiept, inclusief het programmeren.. dezelfde programma's zijn gebruikt, met een paar kleine aanpassingen voor het nafrezen (nadat het blok gehard was op 58 HRc ), bewerkingstijd?.. ook een half dagje..
diezelfde flexibiliteit vind ik in USBCNC, in plaats van het aanpassen van een Flipperkast GUI heb ik de macro.cnc volgestampt met Cycli die ik ook op de Heidenhain had.. zodoende kon ik dit deel
ook gewoon aan de machine programmeren, in mijn eigen schuurtje..kostte me een anderhalf uur om het hele ding te maken..
Re: Het grote USBCNC vs Mach topic.
Een goed stukje cad/cam ( Bij mij Vector ) 15 min programeren, een oude iso besturing en 6uur volle bak frezen
Het nc bestand is het belangerijkste.
Het nc bestand is het belangerijkste.
-
Arie Kabaalstra
- Donateur
- Berichten: 13540
- Lid geworden op: 07 feb 2007 18:37
- Locatie: Bakhuuz'n
- Contacteer:
Re: Het grote USBCNC vs Mach topic.
Ja, maar een goed stukje Cad/Cam kost ook een bak munten..
Re: Het grote USBCNC vs Mach topic.
Dus in mijn optiekis het een beetje zo:
Je moet voor je hobby naar groningen ( is bij mij vandaan een best eindje) wat is dan belangerijk? lopen, fietsen, brommer auto of vliegtuig
of een goede kaart met kompas.
Een navigatie systeem is best handig (voor vrouwen ) maar kost wel veel meer geld als een kaart en kompas.
Wat wil je vlietuig met navigatie of gaan je beginnen bij het begin.
Koop eens een kaart en kompas,Leer eerst lopen (convetioneel ) ga dan eens voorzichtig fietsen (goedkoope ltp besturing
) ga dan eens voorzichtig fietsen (goedkoope ltp besturing  ), wil je meer koop dan die navigatie eens (USBCNC) en wil je alles bouw dan met je oude portaal een echte machine
), wil je meer koop dan die navigatie eens (USBCNC) en wil je alles bouw dan met je oude portaal een echte machine  .
.

20min programeren met Vector en 4uur frezen met provi machine met iso.
Je moet voor je hobby naar groningen ( is bij mij vandaan een best eindje) wat is dan belangerijk? lopen, fietsen, brommer auto of vliegtuig
of een goede kaart met kompas.
Een navigatie systeem is best handig (voor vrouwen
Wat wil je vlietuig met navigatie of gaan je beginnen bij het begin.
Koop eens een kaart en kompas,Leer eerst lopen (convetioneel
20min programeren met Vector en 4uur frezen met provi machine met iso.
Re: Het grote USBCNC vs Mach topic.
In alle bescheidenheid "wat een zwamverhaal".
Het is zo dat vakmensen welke gewend zijn,( waren) te werken met
gereedschaps machines een beter uitgangspunt hebben voor het
met CNC bewerken van onderdelen en werkstukken.
Aan de hand van leads op dit forum moet ik vast stellen dat sommige denken
dat je met een software pakket alles zo kunt maken, immers het is cnc.
Gedegen kennis van materiaal, gereedschap en hoe een probleem te benaderen
zijn minstens zo belangrijk om een cnc systeem te bedienen.
Feit is dat oa. Arie het voordeel heeft deze kennis te bezitten, hoewel ik het
niet altijd eens ben met zijn opmerkingen, maar ja je moet maar denken
hij komt uit Waddinxveen.....
Cees
Het is zo dat vakmensen welke gewend zijn,( waren) te werken met
gereedschaps machines een beter uitgangspunt hebben voor het
met CNC bewerken van onderdelen en werkstukken.
Aan de hand van leads op dit forum moet ik vast stellen dat sommige denken
dat je met een software pakket alles zo kunt maken, immers het is cnc.
Gedegen kennis van materiaal, gereedschap en hoe een probleem te benaderen
zijn minstens zo belangrijk om een cnc systeem te bedienen.
Feit is dat oa. Arie het voordeel heeft deze kennis te bezitten, hoewel ik het
niet altijd eens ben met zijn opmerkingen, maar ja je moet maar denken
hij komt uit Waddinxveen.....
Cees
