Een deel van deze post had ik ook alin het 'leukste werkstukken' topic gepost en herhaal ik hier voor de compleetheid.
Goed, 3D tastertje heb ik er eentje over kunnen nemen van Audiomaniacs. Kunnen we aan de slag

Het plan is om het volgende ritueel te implementeren:
- Ik zie aan het referentiepunt in de Z van het werkstuk-to-be te komen. Ligt iets plat op de tafel of in de machineklem en is de onderkant goed genoeg, dan is dat het goeie knopje indrukken en klaar. Is dat niet zo, dan achterhaal ik het door de taster in de Z te laten tasten. Dat referentiepunt hoeft overigens niet perse Z=0 te wezen.
- Ik geef een M6 Tx. Machine gaat naar de locatie boven de toolsetter op maximale Z en zegt 'monteer 8mm TiAlN viersnijder'. Daar wissel ik m'n tooltje. Vaak genoeg heb ik moer+spantang+gereedschapje al als setje klaarliggen dus dat is schroefschroefklaar. Inmiddels heb ik ook alles wat ik gebruik in de tooltabel staan, alleen de hoogte varieert. Een deel staat ook in CAM. Voor speciaaltjes kan ik altijd ongebruikte toolnummers pakken, maar dan moet ik wel zelf of vanuit G-code de diameter programmeren.
Na het wisselen van het gereedschapje doet de machine een probecyclus op de toolsetter. De machine weet waar die toolsetter in- en uitschakelt, en dus ook waar de punt van frees/boor zich bevind ten opzichte van de spilneus. En dus hoe lang die is...
- Die lengte word in de tooltabel geprogrammeerd en met een G43 geactiveerd. Dat programmeren in de tooltabel lijkt onzinning, maar dat is de volgende keer weer te gebruiken om met ijlgang omlaag te gaan tot 20mm boven de toolsetter ofzo waarna ik met een gezapige 500mm/min oid verder ga tot-ie schakelt, en dan met 50mm/min weer omhoog om de lengte vast te stellen. Meer dan 20mm lengtevariatie heb ik alleen bij grote frezen, en als die met ijlgang op de toolsetter botsen is er nog niks aan de hand. Da's ook maar dik 4m/min; zo hard is dat niet.
En eigenlijk wil ik die lengte ook richting CAM hebben. Met 240mm werkbereik in de Z is een flink brok materiaal in de machineklem plaatsen en er met een 8mm boor een gat in willen boren niet erg handig. Magoed, dat deel kan de CAM tussen de oren ook nog wel wat mee.
- We weten nu de lengte van het gereedschap, de referentie-Z, hopelijk ook referentie X/Y. Alles om spanen te kunnen gaan maken dus. Gaan met die banaan!
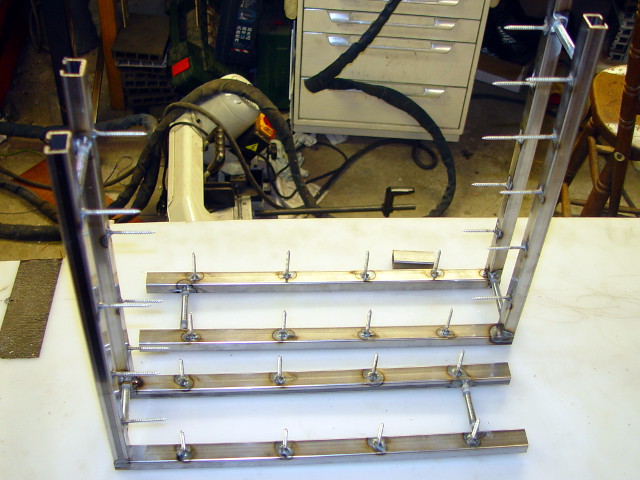
Magoed, dat tastertje is dus bij gebrek aan een andere referentie-tool best van essentieel belang en die ga ik regelmatig nodig hebben. Daarom wil ik die graag vast op de kop hebben op een bekende locatie. Dat kan afneembaar of uit-de-weg-schuifbaar. Ik ga uit-de-weg-schuifbaar eens proberen.
Een lineair geleidingkje hier op het forum had ik laten schieten door laat reageren, toen ik in Eindhoven was een keer op de bonnefooi langs JVE gereden maar die was er niet, en zin om te gaan shoppen heb ik nooit.
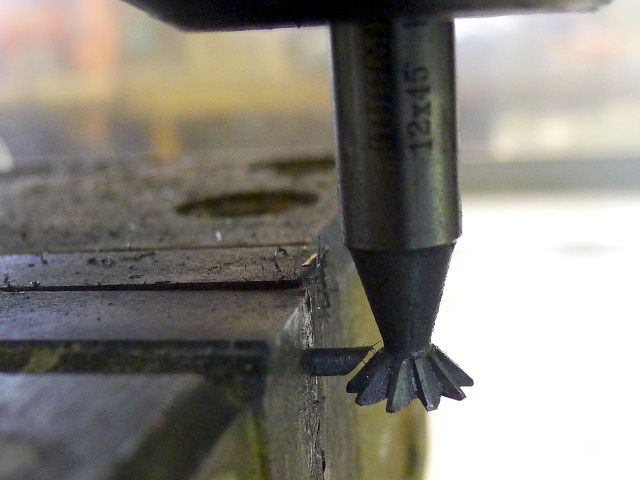
Nu had ik ooit van iemand een 12mm 45-graden HSS zwaluwstaartfreesje gekregen. Daar maar eens mee gespeeld in een stukje blank staal. Ik vind het resultaat helemaal koel

De twee delen:
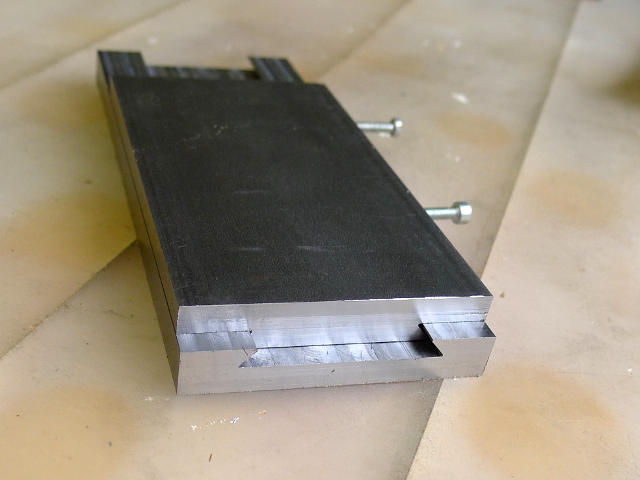
1 deel is 0,3mm breder dan de ander; kan er een stripje latoenkoper van 0,25mm tussen zodat de aandrukpinnetjes niet uit het schuifdeel vallen en die aandrukpinnetjes de boel niet beschadigen.
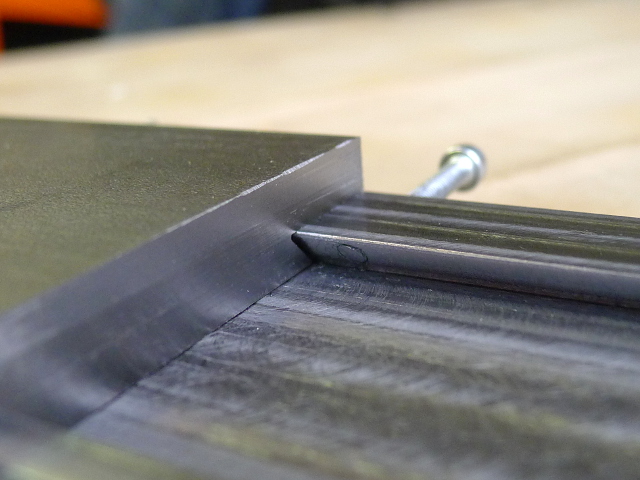
Voor het aandrukken zit er een los onder 45-graden afgeschuind stalen pinnetje (stukje van een 2,5mm laselectrode) in het gat dat door een boutje aangedrukt word.
Duwpinnetjes heb ik met hetzelfde zwaluwstaartfreesje gemaakt, dus de hoek klopt dan in ieder geval
Duwpinnetje op z'n plek. Komt dus nog een stripje latoenkoper overheen
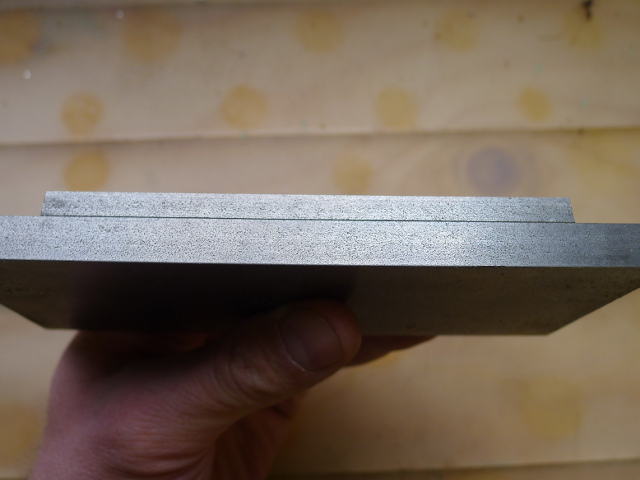
De delen sluiten ook allejezus mooi op elkaar aan. Geen spleet te vinden, ook niet met een lasertje, en als je ze tegen elkaar duwt plakken ze even als je ze lostrekt. Dat ging niet vanzelf; dat blanke staal trekt wel wat als je er een flinke hap uitneemt.
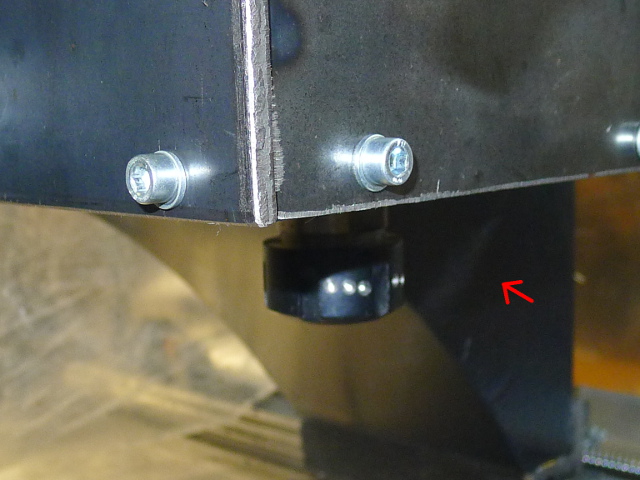
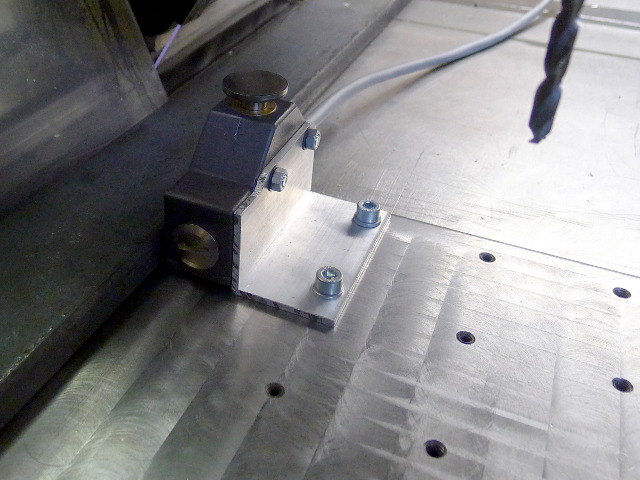
Het mannelijke deel is het minst stijf, en is op de kolom gemonteerd. Die kolom is gemaakt uit gekregen 6mm staalplaat, en niet bepaald een referentievlak. Dus maar weer de truuk met de stelschroefjes en als dat goed is wat epoxy erachter.
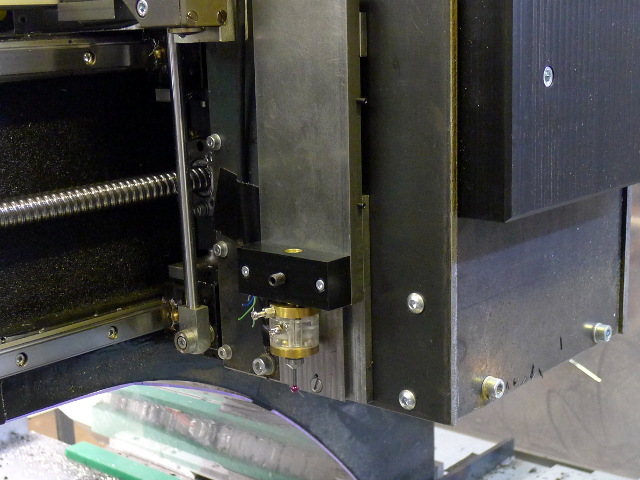
Klein detail: bovenop is een kogeltje gemonteerd waar de aanslag van het vrouwelijke deel tegenaan valt. Zo definieert de aanslag niet de 'rechtheid' van de verbinding, maar blijft 1 zijde van de zwaluwstaart dat doen. En ik heb minder kans dat spanen de locatie van de tasterpunt beinvloeden.
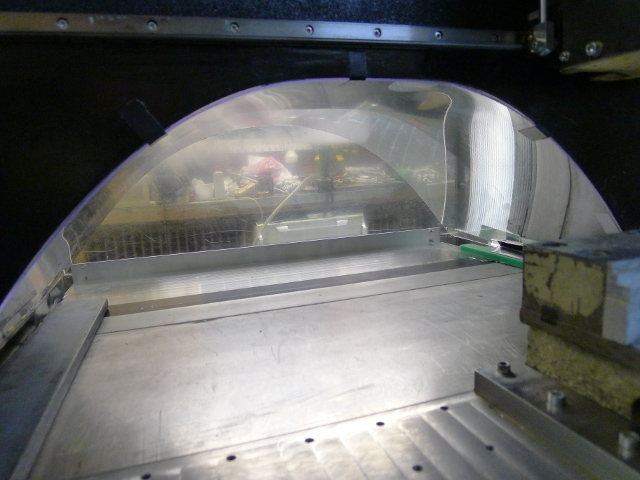
Het circuit van de 3D taster is verbonden met de opname-as, en tere digitaaltjes aan dezelfde aarde knopen waar ook milliamperes aan hoogfrequentrotzooi van VFD en servodrives heen gepompt word is iets waar ik niet vrolijk van word. Jaja, het gaat meestal wel goed, ik weet het. Maar ook ik heb een portie onredelijkheid tussen de oren zitten. De taster is daarom in een blokje POM gemonteerd.
Mocht dat POM nou voor ellende zorgen kwa expansiecoefficient/stabiliteit/whatever dan kan ik dat blokje nog wel uit staal maken en het asje isoleren.
Zo, nu nog een mooi knopje hobbyen om die zwaluwstraart vast te zetten. Had ik zo gauw niks voor op voorraad.
En nog een stukje elektronica hobbyen. Mijn machine werkt op 24V, en dat is zowiezo geen goed plan om rechtstreeks te gebruiken vanwege elke keer minuscuul vonken als de contacten verbreken. Dan heb je niet lang lol van je taster.
En als ik toch wat moet doen dan knoop ik er een stukje elektronica tussen dat de contactweerstand van de contacten meet. Renishaw doet in de OMP40 probes hetzelfde; de reden is dat de taster dan al schakelt voordat een van de pinnetjes loskomt van de balletjes. De hoofdbron van afwijking is dan de buiging van de stylus want de rest van het systeem (en de stijfheid) is nog zoals het in rust ook was.
Bij welke weerstandswaarde Renishaw schakelt kan ik helaas niet gegoogeld krijgen, maar als ik de weerstand/afstand grafieken van diverse schakelaars bekijk is ergens rond de 100 milli-ohm wel een aardig compromis.
En als ik toch bezig ben: de spanning in open toestand ga ik beperken tot 0,3V en de stroom in gesloten toestand hou ik op 5mA. Dat is royaal in het 'softening'-gebied van de volgens mij vergulde contacten en het zit nog een stukje weg van het smeltgebied dat op ca. 0,45V ligt.
Klein beetje extra uitleg: als 2 ronde gouden contacten tegen elkaar komen is initieel het contactoppervlak heel klein. Ook al loopt er dan maar een tiental microampere, de stroomdichtheid op dat hele kleine oppervlak is erg hoog en de weerstand ook. Als gevolg daarvan word het goud zacht waardoor door invloed van de contactdruk het contactoppervlak vergroot. De weerstand zakt. Is dit nog niet genoeg, dan komt het goud op een gegeven moment op z'n smeltpunt aan, en smelten de contacten samen. Dat is ook de reden dat vergulde stekkers zo'n betrouwbare verbinding geven. Maar trek je vervolgens de verbinding los, dan is het net alsof je een las afbreekt.
Knappe koppen hebben het fenomeen ooit onderzocht, en zijn tot de conclusie gekomen dat goud-goud contacten vanaf een spanningsval van ca. 80mV zacht worden en vanaf ca. 0,45V samensmelten.
Dat zacht worden en smelten gebeurt ook met zilver, koper, whatever. Ook een van de redenen van contactcorrosie; de meeste vloeibare metalen reageren graag met zuurstof, zwavel, etc.
Ik wil wel in het zacht-gebied komen want anders is de contactweerstand absoluut onbetrouwbaar, maar niet in het smelt-gebied want daarmee sloop je je goudlaag veel sneller.
To be continued...
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'