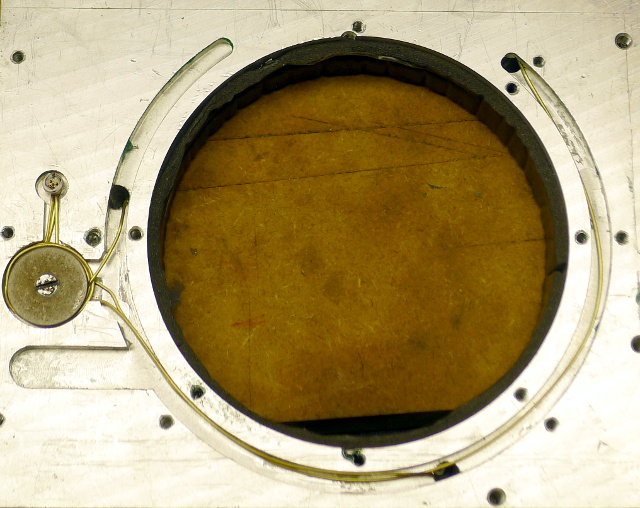
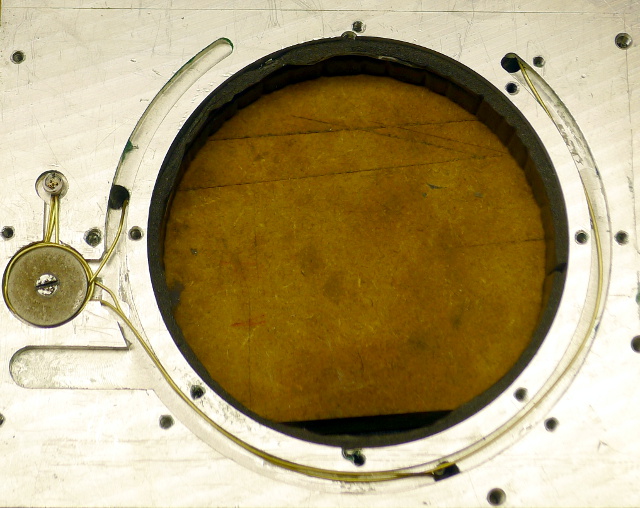
Nouja, als je de close-up foto van het sproeikopje bekijkt dan zie je het aluminium aan de zijkant van het grote (spindel)gat volledig glad zijn. Dat was met een 10mm HSS/Co8 3-snijder, lampolie, tegenlopend uitkameren zodat de spanen achter de frees gedumpt worden, half millimetertje laten staan, nog een keer meelopend rond met wat hoger toerental en lagere voeding om het af te werken.EBos schreef:Het is inderdaad ook wat je zelf het prettigst vind werken. En wat het eind resultaat voldoet aan je eigen verwachtingen.
Met alcohol word het net zo mooi.
Het belangrijkste blijft toch dat de frees belachelijk scherp is.Mocht je nog eens andere frezen aan schaffen voor aluminium, zoek dan frezen met een gladde gecoate spaan hoek of gepolijste spaan hoek. Het 'plakken' aan de frees wordt hier door beperkt.
De 'luchtring' is gedaan met een vers Phantom 4mm HSS/Co freesje en een trochoidaal pad. Daarbij was helemaal geen smering of koeling nodig. Dat knalt er op volle diepte reng-reng-reng-reng doorheen.
De kamers voor de laserhouders zijn met een vers 6mm Chinees (richontools) HSS freesje gedaan. Eentje plakte vol en brak, de tweede klaarde de klus, maar onder productie van een hoop rookwolken van verdampende lampolie en spaantjes die weer aan de wanden plakken. Met $1,20 per stuk is de prijs/kwaliteitverhouding van die dingen alsnog naadje pet. Ik wist het, maar ik had alleen nog maar AlTiN gecoate scherpe 6mm freesjes en ongecoate freesjes die al een bergje staal voor de kiezen gehad hebben. Da's beiden ook niks.
Het op maat frezen van de zijkanten is gedaan met een lange 12mm HSS/Co 4-snijder van HBM. Dit zit er wat tussenin; het is geen top, het plakt iets, maar ook niet slecht. Maar doe mij toch maar voor een paar euro meer zo'n Phantom freesje.
Ik zal zowiezo nog eens een paar van deze aluminiumfreesjes bestellen. Die dingen frezen heel fijn, het is alleen wel VHM. Een klein missertje of een werkstukje dat toch niet zo stabiel opgespannen ligt als je dacht, en je frees mist weer een tandje of breekt in 3 stukken.
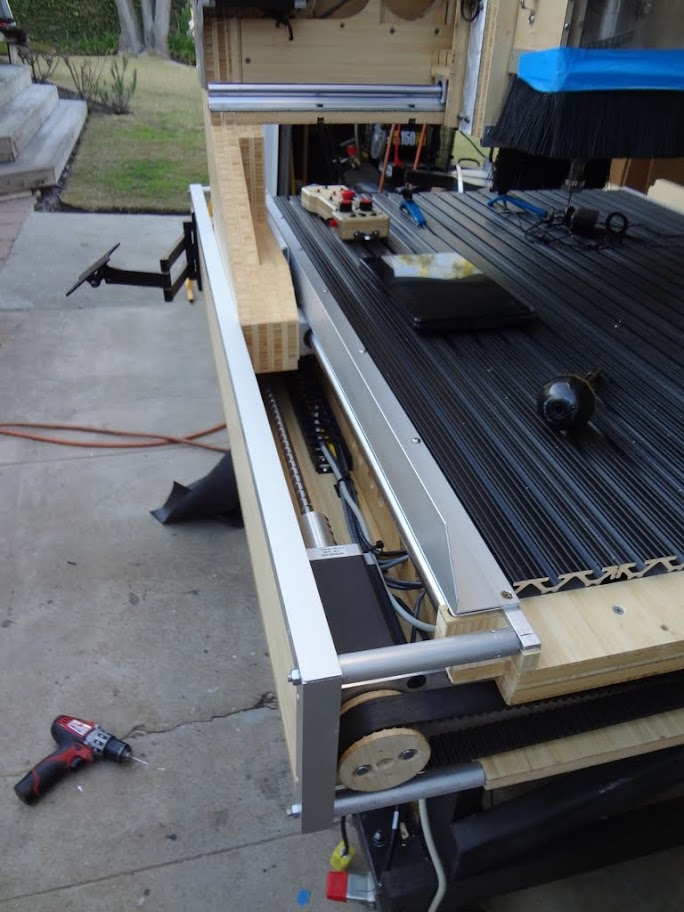
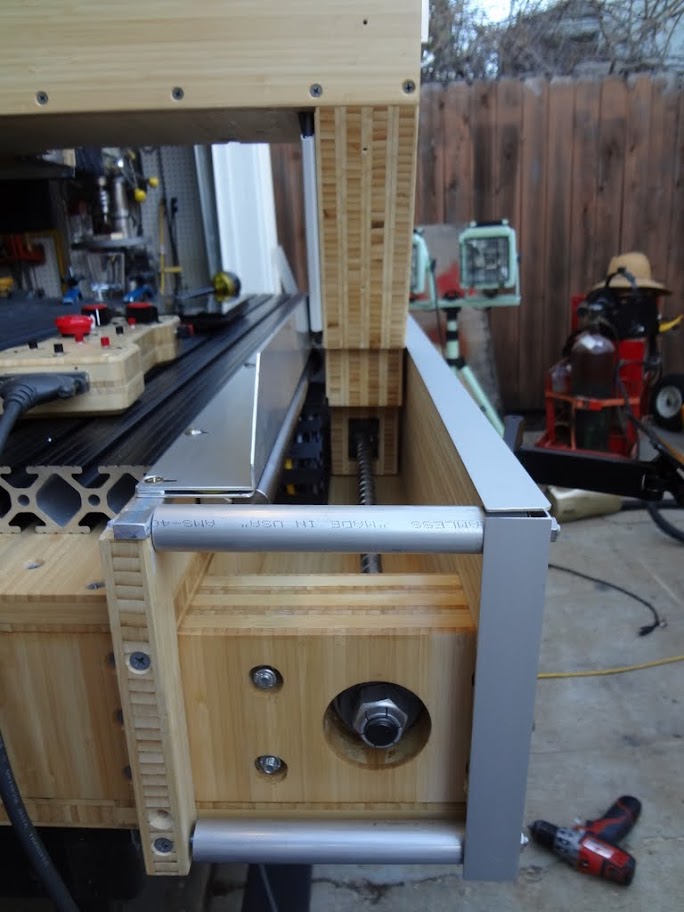
Hetzelfde als een maand of anderhalf terugJe bent trouwens wel lekker bezig met de machine. Ben wel benieuwt hoe ze er bij staat.
Nu heb ik daar niet zo'n haast mee. De ruwbouw is klaar, en in principe zou ik al kunnen frezen als ik dat zou willen (moeten de kogelomlopen er wel terug op uiteraard). Maar uit zelfbescherming is het wel handig dat ik dat niet kan; dat scheelt in verleiding om die op de lange baan te schuiven.
Todo's voordat ik een frees in de spindel zet:
- Mistkoeler klaar en werkend.
- Spindel haaks stellen
- Z-as kolom dicht.
- Deel van omkasting maken.
- Rudimentair hou-spanen-weg-van-kogelomloop-en-geleidingen
- Hertunen servolussen
En dan kan het apparaat z'n eigen bed ruw vlak frezen. Vlak genoeg om de vlakplaat heen en weer te kunnen schuiven zonder dat ik hoop op de meetklok hoef te verrekenen. Ook maar meteen het gatenraster voor opspannen frezen/boren. Daarna:
- Elektronisch corrigeren van de kleine wobbels die inmiddels toch weer in de assen gekropen zijn. Op 1 plek over de Y-as heb ik een dip van -0,03mm bijvoorbeeld, en vanwege dat scheur-akkefietje van de brug een tijdje terug staat de beweging van de Z net niet 100% haaks op XY. Is ook maar een paar honderdsten, maartoch.
- Nog een keertje 0,2-0,5mm eraf halen om het bed helemaal vlak te hebben.
En dan kan-ie in bedrijf. Dan liggen er nog genoeg zaken die ooit aandacht behoeven, maar dan kan de boel normaal werken.
Het eind is in zicht dus. Tegen de tijd dat ik kan frezen ben ik er toch een jaar zoet mee geweest.