Voortgang schiet relatief even niet op. Meneer Microsoft vond dat ik een upgrade naar Windows 10 mocht doen, alleen ging dat falikant fout. Na opstarten 'kan de instellingen niet toepassen. Druk op OK om overnieuw op te starten'. En na OK weer hetzelfde, geen manier om eruit te komen. En bedankt

De enige manier om eruit te komen was de windows 10 installatiemedia op een USB stickje te zetten, ook de extra partities te verwijderen, en helemaal vers installeren. Maar voor je zover bent heb je 4 pogingen achter de rug waarin je niet alles wegknikkert.
Nouja, data staat nooit op de laptop, en nu ben ik in ieder geval van de rommel af die je onvrijwillig kado krijgt als je een computer koopt. En weer modern met Windows 10, ook belangrijk he?

(ik zou nog maar even wachten met de overstap als je niet hoeft...)
Magoed, gister een bosje touw getrokken:
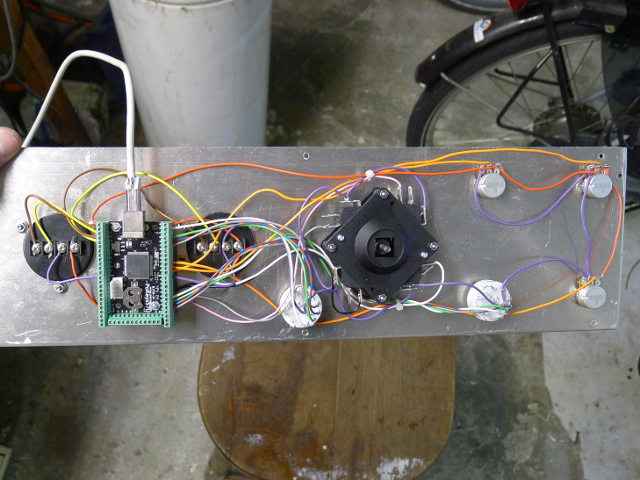
Farnell heeft trouwens de plastic afdekkapjes voor mijn potmeterknoppen niet meer. Die mag ik dus ook nog zelf maken.
Maar een eigen componentje gemaakt voor de interfacing. Een paar regels C zijn soms handiger dan een hele rits aan HAL-verbindingen. Omdat ik weet dat er een paar met argusogen aan het meekijken zijn zal ik het hier posten.
Code: Selecteer alles
component voorpaneel "Driver for DaBit Emco8 front panel";
option userspace yes;
option extra_link_args "-lPoKeys -lusb-1.0 -lm";
pin out bit isconnected "true when the pokeys device is found and connected";
pin out bit chgpump_out "toggling charge pump output. May be used to check if the component is alive";
pin out bit jog_z_up "Joystick z-up direction";
pin out bit jog_z_down "Joystick z-down direction";
pin out bit jog_x_up "Joystick x-up direction";
pin out bit jog_x_down "Joystick x-down direction";
pin out bit jog_sel_speed1 "connect the jog-sel-speedX pins to gmoccapy jog-inc-X";
pin out bit jog_sel_speed2;
pin out bit jog_sel_speed3;
pin out bit jog_sel_speed4;
pin out signed wheel_jog_x_counts "X axis handwheel jog counts";
pin out signed wheel_jog_z_counts "Z axis handwheel jog counts";
pin out float wheel_jog_scale "jogwheel scale, 1/0.1/0.01/0.001 machine units";
pin out float jogspeed_slider "Jogspeed pot output, range 0.0-1.0. Connect to gmoccapy.jog-vel-value";
pin out float rapidspeed_slider "Rapidspeed pot output, range 0.0-1.0. Connect to gmoccapy.rapid-vel-value";
pin out float feedspeed_slider "feedspeed pot output, range 0.0-1.0. Connect to gmoccapy.feed-override-value";
license "GPL";
;;
#include "PoKeysLib.h"
#include <unistd.h> /* UNIX standard function definitions */
#include "math.h"
#define POT_EPSILON 0.005
#define POT_AVGCNT 16
int first = 1;
sPoKeysDevice * dev=0;
int i=0, avgidx=0;
float avg_jog[POT_AVGCNT];
float avg_feed[POT_AVGCNT];
float avg_rapid[POT_AVGCNT];
void user_mainloop(void)
{
while(1){
float ftmp;
FOR_ALL_INSTS() {
isconnected = (dev!=NULL);
if(first){
dev = PK_ConnectToDeviceWSerial(35753, 1000); /* Oh well, for personal use adding the serial in code is OK */
if (dev) {
PK_PinConfigurationGet(dev);
PK_EncoderConfigurationGet(dev);
usleep(50000);
first=0;
}
} else if (dev) {
/* Fetch values from Pokeys device */
if (PK_EncoderValuesGet(dev) != PK_OK) { dev=NULL; }
if (PK_DigitalIOGet(dev) != PK_OK) { dev=NULL; }
if (PK_AnalogIOGet(dev) != PK_OK) { dev=NULL; }
if (dev) {
/* joystick pins. Note that indexes are one lower than the pokeys pin number */
jog_z_up = dev->Pins[31].DigitalValueGet;
jog_z_down = dev->Pins[32].DigitalValueGet;
jog_x_up = dev->Pins[29].DigitalValueGet;
jog_x_down = dev->Pins[30].DigitalValueGet;
jog_sel_speed1 = dev->Pins[39].DigitalValueGet;
jog_sel_speed2 = dev->Pins[38].DigitalValueGet;
jog_sel_speed3 = dev->Pins[37].DigitalValueGet;
jog_sel_speed4 = dev->Pins[36].DigitalValueGet;
/* feed overrides. ain-4 is jogspeed, 5 is rapid, 6 is feed */
ftmp=0; avg_jog[avgidx] = ((float)dev->Pins[44].AnalogValue) / 4095.0;
for (i=0;i<POT_AVGCNT;i++) ftmp+=(1.0/(float)POT_AVGCNT)*avg_jog[i];
if (fabs(jogspeed_slider - ftmp) > POT_EPSILON)
jogspeed_slider = ftmp;
ftmp=0; avg_rapid[avgidx] = ((float)dev->Pins[45].AnalogValue) / 4095.0;
for (i=0;i<POT_AVGCNT;i++) ftmp+=(1.0/(float)POT_AVGCNT)*avg_rapid[i];
if (fabs(rapidspeed_slider - ftmp) > POT_EPSILON)
rapidspeed_slider = ftmp;
ftmp=0; avg_feed[avgidx]= ((float)dev->Pins[46].AnalogValue) / 4095.0;
for (i=0;i<POT_AVGCNT;i++) ftmp+=(1.0/(float)POT_AVGCNT)*avg_feed[i];
if (fabs(feedspeed_slider - ftmp) > POT_EPSILON)
feedspeed_slider = ftmp;
if (++avgidx >= POT_AVGCNT) avgidx=0;
/* handwheels */
wheel_jog_x_counts = dev->Encoders[0].encoderValue;
wheel_jog_z_counts = dev->Encoders[1].encoderValue;
ftmp=0;
if (dev->Pins[54].DigitalValueGet) ftmp += 1.0;
else if (dev->Pins[52].DigitalValueGet) ftmp += 0.1;
else if (dev->Pins[51].DigitalValueGet) ftmp += 0.01;
else if (dev->Pins[50].DigitalValueGet) ftmp += 0.001;
wheel_jog_scale = ftmp;
//for(i=0;i<55;i++)dev->Pins[i].DigitalValueSet=out(i);
//PK_DigitalIOSet(dev);
chgpump_out = !chgpump_out;
usleep(50000);
}
} else {
/* No device handle. Setup default values */
jog_z_up = false;
jog_z_down = false;
jog_x_up = false;
jog_x_down = false;
jog_sel_speed1 = true;
jog_sel_speed2 = false;
jog_sel_speed3 = false;
jog_sel_speed4 = false;
jogspeed_slider = 0.5;
rapidspeed_slider = 0.5;
feedspeed_slider = 0.5;
/* Restart init */
first = 1;
}
}
}
exit(0);
}
Nog steeds geen robuust en net lapje C code, maar aangezien die toch alleen voor de Emco bruikbaar is, ach, boeien.
Deze 'driver' installeren is simpel:
Code: Selecteer alles
dabit@emco8:~/linuxcnc/configs/emco8$ sudo halcompile --install voorpaneel.comp
En dat ding in LinuxCNC aansluiten ook:
Code: Selecteer alles
# Postgui HAL file to hook up the frontpanel to gmoccapy
loadusr -W voorpaneel
# jog wheels
setp axis.0.jog-enable true
setp axis.2.jog-enable true
net wheeljog-scale voorpaneel.0.wheel-jog-scale axis.0.jog-scale axis.2.jog-scal
e
net wheel-jog-x-counts voorpaneel.0.wheel-jog-x-counts axis.0.jog-counts
net wheel-jog-z-counts voorpaneel.0.wheel-jog-z-counts axis.2.jog-counts
# Joystick jog
net jog-x-down voorpaneel.0.jog-x-down gmoccapy.jog-x-minus
net jog-x-up voorpaneel.0.jog-x-up gmoccapy.jog-x-plus
net jog-z-down voorpaneel.0.jog-z-down gmoccapy.jog-z-minus
net jog-z-up voorpaneel.0.jog-z-up gmoccapy.jog-z-plus
net jogspeed1 voorpaneel.0.jog-sel-speed1 gmoccapy.jog-inc-0
net jogspeed2 voorpaneel.0.jog-sel-speed2 gmoccapy.jog-inc-1
net jogspeed3 voorpaneel.0.jog-sel-speed3 gmoccapy.jog-inc-2
net jogspeed4 voorpaneel.0.jog-sel-speed4 gmoccapy.jog-inc-3
# feed override pots
net feed-override voorpaneel.0.feedspeed-slider gmoccapy.feed-override.direct-va
lue
setp gmoccapy.feed-override.analog-enable true
net rapid-override voorpaneel.0.rapidspeed-slider gmoccapy.max-velocity.direct-v
alue
setp gmoccapy.max-velocity.analog-enable true
net jog-override voorpaneel.0.jogspeed-slider gmoccapy.jog-speed.direct-value
setp gmoccapy.jog-speed.analog-enable true
De oplettende lezertjes zullen opmerken dat de rapid-override niet naar een rapid-override gaat maar naar een maximale-snelheid override. Gmoccapy 2.0 staat voor de deur, en die krijgt op mijn verzoek een rapid/feed override ipv max snelheid/feed override. Ik ga dus even niet klooien, maar ik wacht nog wel eventjes tot die er is.
Spindelsnelheid-override heb ik ook nog niet. Bijna al die macrootjes en CAM-gegenereerde code doet constant surface speed al dan niet gecombineerd met voeding per omwenteling. Maar eens kijken hoe LinuxCNC daarmee om gaat; potmetertje is er zo bijgemaakt indien nodig.
Doet de truuk prima. 1 probleempje nog: als de servodrive aan gaat dan krijg ik een hoop storing op de potmeters binnen ondanks aarding en afscherming zoals het hoort. Ik middel maar wat uit en dan valt het mee, maar het is en blijft plakband.
Maar eens bij de baas neuzen of er nog een bergje van dat klik-rondom-de-kabel ferriet ligt; dat USB een interface is die eigenlijk niks te zoeken heeft in een CNC-machine wist ik eigenlijk al wel. Daarmee krijg je de ellende van Chinese moederborden, Chinese stepperdrives en Chinese servodrive vermenigvuldigd met elkaar op je dak.
Kwa afsteekmes heb ik volgens mij geluk. Dat ding heeft 2 kanten, dus ik zou 'm om moeten kunnen draaien.
Die mesbladen schijnen trouwens ook van VHM te zijn, en als ik grofweg gewicht vs volume neem kan dat wel eens kloppen. Zou wel eens kunnen verklaren waarom ik zo'n moeite had om daar gaten in te krijgen







