
Alle 3 de assen (portaal frees niet in tandem opstelling) werken met een PNP schakelaar die netjes gedetecteerd word op de IO pagina van EdingCNC (4.03.49, d.d. de nieuweste).
Als ik het homing process selecteer, dan wel via de home knop, of in de MDI 'home x' (danwel y, z) gaat de spindle richting de home sensor. Eenmaal bij de sensor aangekomen stopt hij, maar hij jogged dan niet terug om de sensor te 'deactiveren'.
Het gevolg hierdoor is dat na homen alle 3 de sensors actief zijn/blijven (hij stopt alleen, jogged niet terug) en reset dan ook niet de homing waarde van de machine coordinaten. Dit heeft natuurlijk weer tot gevolg dat ik niet kan joggen met mijn jogwiel, maar ook dat de machine limieten niet gerespecteerd worden.
Als ik opnieuw home, dan gaat het bed op desbetreffende as netjes naar 'de veilige/open zijde', om vervolgens weer terug te draaien naar de homing sensor totdat deze weer actief is.
Ik heb het volgende gecontroleerd:
-richting van de motoren staat goed: + richting creert een positive increment van machine/werk coordinaten
-richting van homen staat goed: als het bed/spindle in hetmidden staat, dan gaat hij tijdens homen richting homing sensor totdat de homing sensor actief is
-home Vel/Dir is ingevuld met een geschikte home snelheid (in dit geval even 50)
-home sensors komen overeen met de juiste as: home 1 = X, home 2 = Y, home 3 = Z
-home sensors werken: op de IO pagina zie ik bij desbetreffende sensor het bolletje geel worden als de sensor actief is (dan wel via het bed, dan wel een metaal voorwerp ervoor)
-home position velden zijn ingevuld
-ik kan in de macro.CNC wel de subroutine vinden voor homen, maar niet de daadwerkelijk G-codes. Ik kan dus niet controleren of de home routine wel volledig is (terug joggen totdat sensor inactief is, machine coordinaten inladen zoals ingevuld in het 'home position' veld op de settings page.
-met 'homing mandatory' uitgevinkt werkt alles naar behoren en werken alle richtingen zoals verwacht, maar jogging blijft niet werken zolang het bed over de home sensors blijft staan na homen.
-Als ik wil joggen met de sensor nog actief, krijg ik 'Axis positions not within limits'; als ik dan via MDI of via virtuale jog pad het bed van de sensors haal, kan ik wel joggen.
-ik krijg geen homing report (hoeveel steps gemist etc)
Zie onderstaande plaatjes.
Mijn BF25 met een CPU5A4E doet dit wel en dit is nooit een probleem geweest.
Ik heb al de CNC.ini gewisseld met die van de BF25, maar omdat mijn BF25 op 4.02 werkt zijn die niet compatibel en werken de drives niet als ik die ini in 4.03 laadt. Ik heb 4.03 ook geinstalleerd voor de BF25 (andere PC) en daarbij werkt het homen wel.
Mis ik nou een instelling dat bij homen de sensors vrij gejogged moeten worden, is er toch een of ander conflict m.b.t. de setup van de assen en richtingen, ondanks dat alles werkt.
zie deze plaatjes:
Homing complete (alles beweegt ook zoals verwacht:)
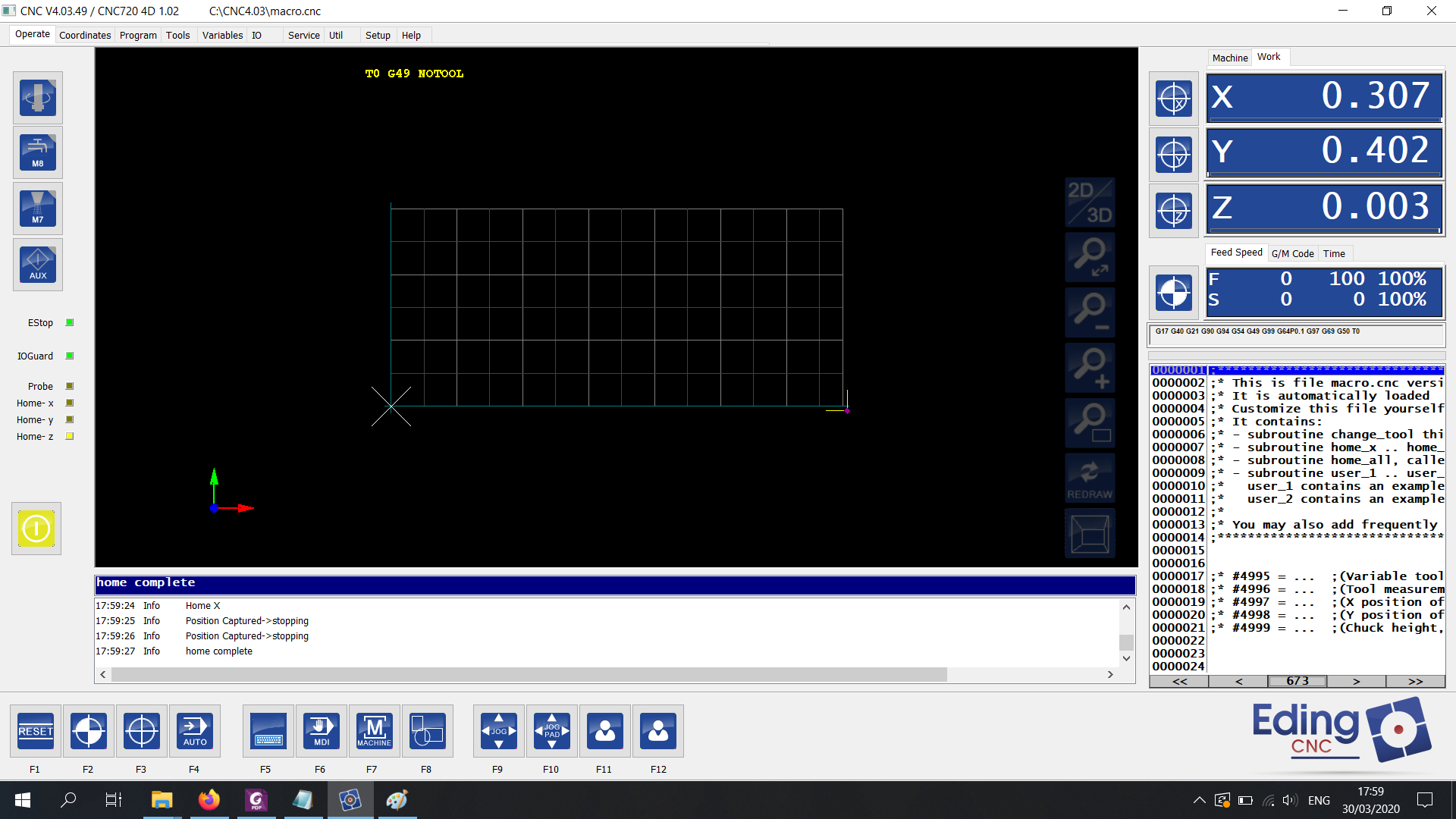 Home complete
Home completeAxis positie fout als ik wil joggen direct na homen:
 Axis not in limit
Axis not in limit En mijn settings (page 1 en 2)
 Settings1
Settings1  Settings2
Settings2


